
加工技術 column

【業界トレンド】丹銅旋盤加工の効率化と精度向上のためのテクニックとは?
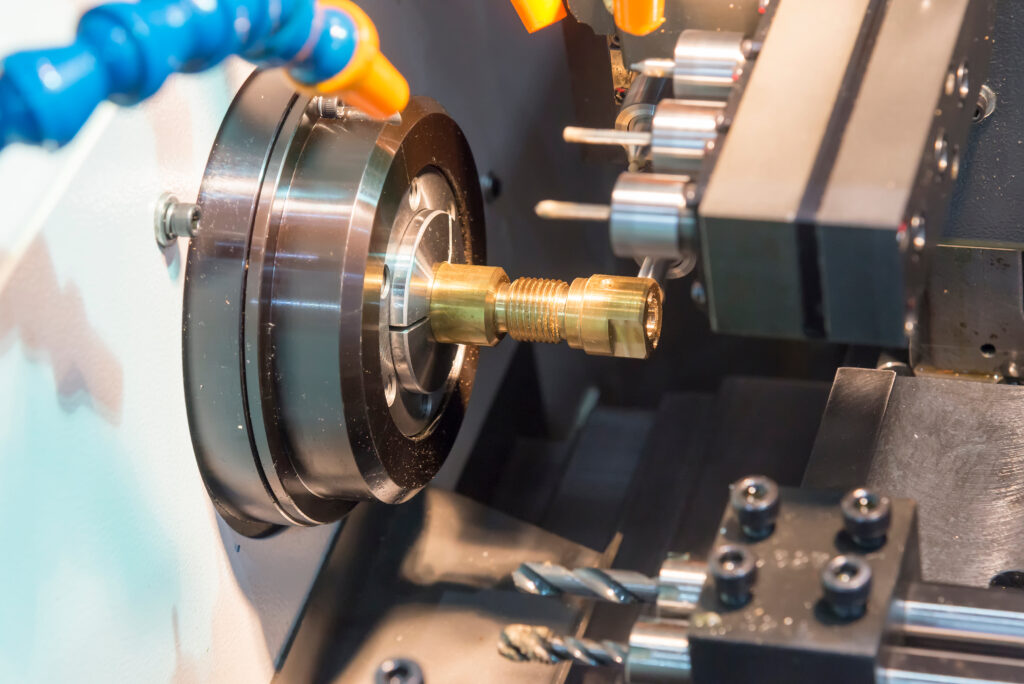
丹銅旋盤加工は工業製品の生産において重要な役割を果たしています。しかし、その効率化と精度向上にはさまざまなテクニックが必要です。本記事では、丹銅旋盤加工における最新の業界トレンドや効率化、精度向上のためのテクニックについて詳しく紹介します。丹銅旋盤加工に携わる方々や、この分野に興味をお持ちの方々にとって、貴重な情報が満載の内容となっています。
1. 丹銅旋盤加工の概要と重要性
丹銅旋盤加工は、その優れた機械的性質と加工のしやすさから、精密部品の製造において重要な役割を果たしています。この技術は、航空機の部品から一般消費財に至るまで、幅広い産業で利用されており、効率化と精度向上が求められています。具体的な改善テクニックとしては、最新のCNC旋盤の導入、工具の選択と管理、そしてプログラムの最適化が挙げられます。これらのテクニックを用いることで、加工時間の短縮、工具寿命の延長、そして製品の品質向上が期待できます。最新の技術を活用することで、日本の製造業は高精度な丹銅製品をより効率的に生産することが可能となり、国内外の市場での競争力を保つことができるのです。
2. 旋盤加工における異なる素材の特性と加工ポイント
旋盤加工において、素材の特性を理解することは非常に重要です。特に、丹銅の加工には特有のテクニックが必要とされます。丹銅は他の金属に比べ硬度が低く、加工しやすい反面、その柔らかさが原因で精度を落とす要因となることがあります。しかし適切な工具選びや速度設定、冷却方法などを工夫することで、効率良く高精度な加工が可能となります。例えば、丹銅専用の旋盤刃を使用することで、材料の堆積を防ぎつつ滑らかな表面が得られます。また、適切なスピードとフィードレートを把握することで、工具の摩耗を最小限に抑えながらも良好な加工が実現できます。これらのテクニックを駆使することで、丹銅旋盤加工はその効率化と精度向上に繋がります。
3. 工作機械の種類と丹銅旋盤加工への応用
丹銅旋盤加工の効率化と精度向上は、製造業の競争力を高める上で重要です。そのためのテクニックが注目されています。旋盤加工は、正確な製品を創出する上で欠かせない工程であり、特に丹銅などの非鉄金属を扱う際の加工精度は、完成品の品質を左右します。例えば、工具の選定や切削条件の最適化、生産性を損なわずに精度を保つための加工技術の習熟など、これらの要素が効率と精度の向上に寄与します。具体的には、最新のCNC旋盤を用いた自動化や、加工パスの最適化による時間短縮が挙げられます。また、工具の選択にあたっては、丹銅特有の切削抵抗を踏まえたものが求められます。これにより、製品の不良率減少につながり、コスト削減にも寄与します。以上のようなテクニックによって、丹銅旋盤加工の効率と精度を高めることができるのです。
4. 効率化と精度向上を目指す丹銅旋盤加工の課題と解決策
丹銅旋盤加工は、精密な部品製造に不可欠な技術です。しかしながら、その効率化と精度向上にはいくつかの課題があります。効率化を図るためには、旋盤の自動化や最適な工具の選定が重要です。例えば、自動化された送り装置を導入することで、連続作業が可能となり、人手を大幅に削減できます。また、材料に合った工具や切削油を選ぶことで、加工の正確性を高め、製品の品質を向上させることができます。さらに、定期的なメンテナンスを怠らないことで、旋盤の精度を維持し、長期的な効率化を実現します。これらのテクニックによって、丹銅旋盤加工の効率と精度は大きく向上し、高品質な部品生産へとつながるのです。
5. ものづくりにおける丹銅旋盤加工の役割と生産性向上の戦略
日本のものづくり産業では、丹銅旋盤加工の効率化と精度向上が求められるようになりました。その理由として、高い熱伝導率と優れた加工性を持つ丹銅は、電子部品や精密機器の部品としての需要が高まっています。具体的には、旋盤による精度の高い加工技術と、効率化を実現するためのプログラミング技術の進化が重要です。例えば、CAMソフトウェアの活用によって、複雑な形状の部品を短時間で正確に加工することが可能になります。また、最適化された切削条件の選定は、工具の摩耗を減らし長寿命化を促進し、コスト削減にも繋がります。このように丹銅旋盤加工におけるテクニックの向上は、製品の品質向上と生産効率の向上を両立させ、業界の競争力を高めるために不可欠です。
6. 旋盤工の職務内容と丹銅旋盤加工における評判と実績
旋盤工の職務内容は非常に専門的であり、特に丹銅旋盤加工においてはその評判と実績が職人の技術力を物語っています。旋盤加工とは、金属材料を回転させながら切削して形を整える工程のことで、丹銅はその優れた加工性と美しい発色から様々な製品に用いられています。丹銅旋盤加工を効率化し精度を高めるテクニックとしては、まず最適な切削条件の選定が挙げられます。適切な速度と送り速度を見極めることで、加工時間の短縮と精密な仕上がりを実現することができます。さらに、専用工具の使用や最新のCNC機器の導入も効率と精度向上に寄与します。これらの高度な技術を駆使することで、従来の方法では難しかった複雑な形状の加工も可能になり、多くの業界から支持されているのです。最終的には、熟練した旋盤工の手によって、丹銅旋盤加工の品質はより一層向上し、その技術は今後も業界の発展を支えていくでしょう。
7. 業界トレンドとしての丹銅旋盤加工技術の未来展望
丹銅旋盤加工の効率化と精度向上は、製造業において重要なテーマとなっています。この分野における技術革新は、コスト削減と製品品質の向上に直結しているからです。特に、精密部品の需要が高まる中で、丹銅旋盤加工の技術はその効率と精度が求められています。効率化のためのテクニックとしては、最新のCNC(コンピュータ数値制御)旋盤の導入が挙げられます。これにより、複雑な形状の部品でも一貫して高い精度で加工が可能になります。さらに、工具の自動交換システムや、加工プロセスの最適化を図るソフトウェアの使用も効果的です。精度向上のためには、測定機器の精度を高めることも欠かせません。例えば、レーザースキャナーによる測定で、加工前後の部品の寸法を正確に把握することで、品質を一層保証できます。結論として、これらのテクニックの導入は、丹銅旋盤加工の業界において、生産性と品質の両面で大きな利点をもたらすといえます。
まとめ
丹銅の旋盤加工において、効率化と精度向上を図るための重要なテクニックがいくつかあります。まず、適切な切削条件の設定や工具の選定によって加工効率を高めることが可能です。また、加工中の冷却や潤滑を適切に行うことで加工精度が向上し、品質の向上につながります。さらに、最新の制御システムや計測技術を導入することで、高度な精密加工が可能となります。業界トレンドに即したテクニックを駆使することで、丹銅の旋盤加工における生産性と品質を向上させることができます。

丹銅旋盤加工で知っておきたい!仕上がりを左右する加工技術とコツ
丹銅旋盤加工は製品の仕上がりに大きく影響する重要な加工技術です。この記事では、丹銅旋盤加工について詳しく解説します。丹銅の特性や旋盤加工のコツ、仕上がりに与える影響など、お役立ち情報をまとめています。丹銅を使った製品の製造や仕上げに関わる方々にとって、必見の内容となっています。
1. 丹銅旋盤加工の基礎
丹銅旋盤加工は、その特有の光沢と耐食性で知られる丹銅を精密に加工する技術であり、製品の仕上がりに大きな影響を与えます。この加工技術では、適切な切削方法の選択が重要で、例えば、速度や送り速度、切削油の種類を適切に調整することが必須です。特に丹銅は軟らかい材質なので、切削抵抗を小さくするためには鋭い切削工具を使用すると良いでしょう。また、工具の摩耗を抑えるためにも、定期的なメンテナンスが必要です。さらに、熟練した技術者が工具の状態や加工面の仕上がりを見極め、必要に応じて微調整を行うことで、高品質な製品が生み出されるのです。最終的には、これらの工程とテクニックをマスターすることが、丹銅旋盤加工の仕上がりを左右するコツとなります。
2. 工作機械の種類とその特徴
丹銅旋盤加工は精密な技術と熟練されたコツが求められる工程であり、これらが仕上がりの質を大きく左右します。丹銅はその優れた加工性から、様々な産業で利用されていますが、その特性を活かすためには高度な旋盤加工技術が不可欠です。例えば、正確な寸法の達成や表面の滑らかさを出すためには、切削速度や送り速度の最適化、適切な切削液の使用などが重要となります。さらに、丹銅特有の柔らかさと粘り気に対応するためには、工具の角度や形状にも注意を払い、加工時の振動を抑える工夫も必要です。これらの技術とコツをマスターすることで、高品質な丹銅製品が生み出され、製品の信頼性と市場での評価が高まります。旋盤加工の技術を極めることは、丹銅を扱う製造業において競争力を保つ上で欠かせない要素と言えるでしょう。
3. 旋盤加工の基本操作と技術
丹銅旋盤加工の仕上がりを左右する要素は、基本操作の正確性と高度な技術にある。丹銅はその柔らかさと加工のしやすさから、精密な部品製作において優れた材料である。しかし、旋盤加工においては、材料の特性を理解し、適切な工具選定と切削条件の調整が仕上がりの品質を決定する。例えば、切削速度や送り速度を適切に管理することで、材料が持つ本来の美しさを引き出しながら加工精度を高めることができる。さらに、工具の刃先の状態を常にチェックし、必要に応じて交換することで、常に安定した加工が可能となる。このような丁寧な作業を重ねることで、品質の高い丹銅製品が生み出されるのである。結論として、優れた丹銅旋盤加工品を得るためには、材料の特性を熟知し、正確な基本技術と細部にわたる注意を払うことが不可欠である。
4. 丹銅旋盤加工と超精密加工の関係
丹銅旋盤加工は、その精密さから見ても、高品質な仕上がりを求められる分野で非常に重要である。これは、丹銅の優れた物理的特性と、旋盤加工の技術によるものである。例えば、時計の部品や楽器の金属パーツといった製品は、その精度が機能性はもちろん、美観にも大きく影響する。旋盤加工におけるコツとしては、加工速度、工具の選択、そして冷却方法が挙げられる。これらに適切な注意を払うことにより、仕上がりの品質を大きく向上させることができる。加工速度が速すぎると丹銅が硬化しやすくなるため、適切な速度で加工する必要がある。また、適切な工具を選択することで、材料への負担を減らし、精度の高い加工が可能になる。さらに冷却方法を工夫することで、加工時の熱影響を抑え、丹銅特有の色味を保つこともできる。したがって、これらの加工技術とコツを駆使することで、丹銅旋盤加工における仕上がりの質は格段に向上するのである。
5. 丹銅旋盤加工の最新動向と技術革新
丹銅旋盤加工は高精度な製品を生み出す技術です。その仕上がりに大きく影響を与えるのは、使い慣れた工具の選定や、適切な切削速度の調整など、熟練した技術と工夫です。例えば、均一な表面を得るためには、振動を抑えるための固定技術や、熱による変形を避けるための冷却方法が重要です。また、切削工具の角度や、進行方向に微細な調整を加えることで、丹銅特有の硬さへの対応も求められます。細かな工夫を積み重ねることで、丹銅製品の精度をさらに高め、丹銅旋盤加工の技術は進化を続けています。このようなノウハウが仕上がりの品質を大きく左右するため、専門技術への理解と経験が不可欠です。
6. 技能競技大会における丹銅旋盤加工
丹銅旋盤加工は精密な技術と高度なコツが要求される作業であり、その仕上がりは加工技術に大きく左右されます。丹銅はその柔らかさから加工がしやすい反面、間違った方法では簡単に傷がつくなど、デリケートな取り扱いが必要です。適切な速度で旋盤を回転させ、均一な力で材料を削ることが、美しい仕上がりを実現するポイントです。具体的な例として、旋盤の切削速度を一定に保つためには、切削油を適切に使用することが挙げられます。これにより、摩擦熱を軽減し丹銅の表面が傷つくのを防ぎます。また、工具のメンテナンスを怠らず、常に鋭い刃を保つことも重要です。以上のように、適切な加工技術を駆使することで、丹銅旋盤加工の仕上がりは飛躍的に向上します。
7. 核融合研究における丹銅旋盤加工の応用
丹銅旋盤加工は精密な金属加工技術の一つであり、最終的な仕上がりに大きな影響を及ぼします。この加工技術の優れた点は、丹銅特有の色合いと耐食性を活かしつつ、きわめて高い精度で製品を仕上げることができる点です。例えば、時計の部品や美術品など、精密さが求められる分野で特にその技術は重宝されています。加工のコツとしては、旋盤の切削条件を適切に管理し、丹銅の特性に合わせた専用の工具を使用することが挙げられます。切削速度や送り速度、切削液の選択にも注意を払う必要があります。これによって美しい仕上がりが可能となり、精密機械や装飾品など幅広い製品でその効果を発揮します。結論として、丹銅旋盤加工における技術とコツを把握することは、製品の品質を決定づける重要な要素であると言えます。
8. 丹銅旋盤加工のコツと仕上がりを左右する要因
丹銅旋盤加工は、精密な製品を作り出す上で欠かせない技術です。この技術の適切な活用は、製品の仕上がりに大きく関わってきます。旋盤加工の際には、材料の性質を理解し、切削速度や送り速度、工具の選択を適切に行う必要があります。例えば、丹銅は軟らかい材質であるため、旋盤で扱う際には切削速度を適切に控えることが重要です。また、細かい仕上がりが求められる場合は、精密な工具を使用し、微調整を行いながら加工を進めることがポイントです。切削油の選定もまた、仕上がりを左右する要因のひとつであり、丹銅に適したものを選ぶことが肝要です。結論として、丹銅旋盤加工で高品質な製品を作り出すためには、材料の特性を踏まえた加工技術と細心の注意が必要であるといえます。
まとめ
丹銅を使用した旋盤加工は、素材の特性や切削条件を理解し、適切な工具や加工方法を選択することが重要です。切削速度や刃先加工の角度、刃先形状などの加工技術に注意することで、仕上がりの品質や加工効率を向上させることができます。特に、丹銅は切削時に熱を持ちやすい性質があるため、適切な冷却や潤滑を行うことがポイントです。さらに、切屑の適切な管理や安定した加工環境の確保も加工品質を左右する重要な要素です。丹銅を使用した旋盤加工では、これらのコツを抑えることでより高品質な加工が可能となります。
【プロ向け】丹銅の旋盤加工で高品質な部品を作るためのポイント
「プロ向け」の方々に向けて、本記事では丹銅の旋盤加工において高品質な部品を作るためのポイントについて解説していきます。丹銅の特性や旋盤加工の基本から具体的な作業手順まで、詳細にご紹介します。丹銅を使用した部品製作にお悩みの方や、高品質な部品を加工したい方にとって、貴重な情報が満載です。
1. 丹銅旋盤加工の基礎知識
高品質な丹銅の旋盤加工を行うためには、一連のポイントを押さえることが不可欠です。まず、加工する前に材料の品質を選定し、不純物が少ないものを選ぶことが大切です。次に、旋盤の設定を適切に行い、切削速度や送り速度、切削深さを材料の特性に合わせて調整することが品質を左右します。例えば、丹銅の加工には比較的低い切削速度を選択することで、材料の発熱を抑制し、精度の高い仕上がりを実現できます。また、切削工具の選択にも注目し、丹銅に適した硬質の工具を使用することで、加工面の滑らかさを保ちながら、耐久性を保つことができます。結論として、適切な材料選びと旋盤設定、そして適切な工具選びを行うことで、丹銅の旋盤加工において高品質な部品を製造することが可能になるのです。
2. 丹銅とは:特性と加工の利点
丹銅はその美しい色彩と加工しやすい特性で知られています。この素材を旋盤加工する際、高品質な部品を作るためのポイントは、適切な工具選定と加工条件の最適化です。例えば、丹銅には軟らかい性質があるため、切削工具は鋭利で耐久性のあるものを選ぶことが重要です。また、旋盤のスピードや送り速度も丹銅の特性に合わせて慎重に調整する必要があります。具体的な加工例として、装飾品や楽器の部品など細かいディテールが求められる製品に、この技術は活かされています。最終的に、工具の選定と加工条件の丁寧な調整により、高品質で精密な丹銅の部品製造が可能になるのです。
3. 丹銅旋盤加工の技術と精度
丹銅の旋盤加工で高品質な部品を作成するためには、技術と精度が重要です。まず、丹銅は非常に加工性が高く、精密な部品を作り出すことができる金属です。このため、専門的な知識と正確な加工技術が求められます。例えば、適切な切削工具の選定や切削速度の調整などが重要です。また、丹銅特有の物性を理解し、加熱や冷却を適切に行うことで、加工中の材料の変形を防ぎ、精度の高い加工を実現します。さらには、旋盤加工後の仕上げにも細心の注意を払い、部品の品質を保証する必要があります。これらのポイントを押さえることで、丹銅の優れた特性を活かした高品質な部品を作り出すことが可能になります。
4. 真鍮(黄銅)の切削加工ポイント
丹銅の旋盤加工で高品質な部品を作り出すためには、いくつかの重要なポイントがあります。旋盤加工は精密性が求められるため、材料の特性を理解し、適切な工具選択と加工条件を設定することが不可欠です。例えば、丹銅は加工しやすい材質でありながら、熱伝導率が高いため、加工時に発生する熱を効率的に逃がすための工夫が必要です。さらに、高速での加工は丹銅の表面に細かなキズをつける原因となるため、適切な速度での加工が品質維持の鍵となります。これらのポイントを抑えることで、精度の高い、長持ちする部品を生産することが可能となり、結果として、丹銅を用いた旋盤加工は高品質な部品作りに不可欠な技術といえます。
5. NC旋盤での黄銅加工の可能性
高品質な丹銅の部品を旋盤加工で製作するには、いくつかの重要なポイントがあります。まず、丹銅は非常に加工しやすい金属であるという点で、精密な部品作りに向いています。しかし、その柔らかさから、加工時には適切な切削速度や冷却剤の使用が不可欠です。例えば、適切な速度で加工を行わないと、丹銅の素材が変形することがありますし、適切な冷却剤を使うことで、加工精度が向上し、長時間の連続作業でも問題が起こりにくくなります。また、切削工具の選定にも注意を払う必要があり、丹銅特有の粘り気に適したものを選ぶことで、加工時のバリや切りくずの発生を抑えることが可能です。最後に、完成した部品の品質を保つためには、旋盤加工後のクリーニングや検査が不可欠です。このようなポイントを把握し、適切に対応することで、高品質な丹銅部品の製作が可能となります。
6. 材料比較:丹銅と他の材料の旋盤加工
丹銅は優れた機械加工性を持つ材料であり、旋盤加工において高品質な部品を生産するうえで重要なポイントがいくつか存在します。まず、丹銅は軟らかい性質を持っているため、加工時の切削速度に注意が必要です。速度が速すぎると、材料が損傷を受けやすくなりますので、適切な速度で加工を行うことが品質向上のカギとなります。また、丹銅は熱伝導率が高いため、加工中に発生する熱を効果的に逃がす必要があります。冷却液の使用はこの点で非常に有効です。具体例として、精密な部品を製作する際、丹銅の柔軟性を活かしつつ緻密な切削を行うことで、微細な仕上がりの部品を実現できます。最終的には、定期的な刃物の点検や交換を行うことで、高い加工精度を保つことができます。これらのポイントを押さえることで、丹銅の旋盤加工においては質の高い部品を作ることが可能です。
7. リン青銅と黄銅の違いと加工技術
丹銅の旋盤加工において高品質な部品を生み出すためには、いくつかのポイントを把握することが重要です。丹銅はその特有の赤みを帯びた色と優れた電気伝導性で知られており、精密機器などに使用される部品加工には欠かせません。このため、旋盤加工の際には、丹銅の物理的特性を理解し、正確な工具選びと加工方法の調整が求められます。具体的には、旋盤の刃の種類や切削速度、送り速度を適切に設定することが品質を左右します。また、丹銅は加工時に硬くなる傾向にあるため、過度な加熱を避け、冷却剤を適切に使用することも必要です。これらのポイントを守ることで、精度の高い丹銅部品を生産することが可能となり、結果として高品質な製品が得られるのです。
8. 丹銅旋盤加工での品質向上のためのコツ
高品質な丹銅の部品を旋盤加工で製作するためのポイントは、正確な加工と丁寧な仕上げにあります。まず、丹銅はその優れた延性により、精密な旋盤加工が可能ですが、適切な切削条件を選ぶことが重要です。例えば、適正な切削速度と送り速度を見極めることで、加工中の摩耗を防ぎ、精度の高い加工を実現することができます。さらに、専用の切削油を使用することで、切削の際の摩擦を減らし、加工表面の仕上がりを向上させることが可能です。最後に、加工後のバリ取りや研磨作業を丁寧に行うことで、より高い品質の部品を作り出すことができます。このように、適切な加工条件の選択、適正なラブリカントの使用、そして綿密な仕上げ作業が、丹銅旋盤加工で高品質な部品を作るための重要なポイントです。
9. ケーススタディ:丹銅旋盤加工の実例紹介
丹銅の旋盤加工は高品質な部品製造において欠かせない技術です。その理由は、丹銅の優れた機械的特性によるもので、正確で精密な加工が可能になります。例えば、時計業界や楽器製造など、精密さが要求される分野で丹銅は重宝されています。これらの部品は緻密な寸法精度が必要とされ、旋盤加工によってその精度を実現することができるのです。丹銅を用いた部品製造においては、旋盤の切削速度や刃具の種類を適切に選ぶこと、そして経験豊富な技術者の手による適切な操作が必要です。これらに注意を払うことで、緩みにくく腐食に強い部品を効率良く生産することができるのです。結論として、丹銅旋盤加工におけるポイントを押さえることで、品質と効率の両面において、優れた加工部品を創出することが可能となります。
10. 丹銅旋盤加工に関するよくある質問と回答
丹銅の旋盤加工における高品質な部品製造のためには、いくつかの重要なポイントがあります。まず、加工時には丹銅の特性を十分に理解することが重要です。丹銅は良い熱伝導率を持ち、加工しやすい反面、軟らかいため傷がつきやすい特性があります。したがって、適切な切削条件の選定が不可欠です。例えば、適切な切削速度やフィード速度を選ぶことで、加工中の摩耗や部品へのダメージを最小限に抑えることができます。さらに、専用の切削油を使用することで、丹銅の軟らかさによる加工の問題を軽減し、仕上がりの品質を向上させることが可能です。最終的には、これらのポイントを踏まえて慎重に加工を行うことで、高精度で質の高い丹銅部品を製造することができます。
まとめ
丹銅の旋盤加工で高品質な部品を作るためには、適切な切削速度や切削量、刃物の選定が重要です。また、切削時には十分な冷却と潤滑が必要です。工具の取り付けやセットアップも正確に行うことがポイントです。さらに、加工時の振動や不良加工を防ぐために適切な工具の使用と適度な刃物の交換タイミングを守ることが重要です。

丹銅旋盤加工の基本!工具選びから加工速度の設定まで完全ガイド
丹銅旋盤加工とは、金属加工の一種で、丹銅を使用して行う加工方法です。本記事では、初めての方でも分かりやすく、丹銅旋盤加工の基本から工具選び、加工速度の設定までを完全ガイドします。丹銅を使用した加工に興味がある方や初心者の方にとって、丹銅旋盤加工の世界をより理解してもらえるよう、詳細に解説していきます。
1. 丹銅旋盤加工とは?
丹銅旋盤加工は、精密な部品作りに不可欠な工程であり、適切な工具選びと加工速度の設定が品質を左右します。まず、丹銅特有の性質を理解し、それに適した切削工具を選ぶことが大切です。例えば、耐摩耗性を考慮した超硬質の工具が推奨されます。次に、適切な加工速度を設定することで、表面の仕上がりが向上し、長期間にわたる機械の耐久性にも寄与します。具体的には、丹銅の硬度や熱伝導率に基づいて、回転数や送り速度を決定します。結局のところ、これらの基本を押さえることで、丹銅旋盤加工はその真価を発揮し、高品質な製品を生み出すことが可能となるのです。
2. 丹銅旋盤加工の安全面について
丹銅旋盤加工では、安全かつ効率的な生産を行うために正しい工具の選択と適切な加工速度の設定が不可欠です。特に、丹銅のような非鉄金属は軟らかく切削が容易なため、刃物の材質や形状の選択に注意を払う必要があります。具体的には、丹銅加工用に特化した超硬質の切削工具を用いることで、精度の高い加工が可能になります。また、旋盤での加工速度は材料の硬さや熱伝導率に応じて調整することで、工具の摩耗を抑えつつ、滑らかな表面仕上げを実現できます。正しい工具の選択と加工速度の設定を行うことで、丹銅旋盤加工においても高品質な製品を安全に効率的に生産することが可能です。その結果、製品の信頼性と生産効率の向上につながるのです。
3. 丹銅旋盤加工での工具の選び方
丹銅旋盤加工において、適切な工具選びは成功の鍵を握ります。丹銅は加工が比較的容易な金属の一つであり、専用の旋盤工具を使うことで、精密な加工が可能になります。選ぶ工具は、丹銅の硬さや加工する形状に合わせて決定する必要があり、材質には耐摩耗性に優れた超硬質が推奨されます。例えば、内径加工ではバイトの形状が重要になるため、キレの良い切削角を有する工具を選ぶことが肝心です。外形加工においては、安定した切削が行えるよう、振動に強い工具を選定することが望ましいです。さらに、適切な加工速度の設定は、工具の寿命を延ばし、美しい仕上がりを実現します。このように工具選びから加工速度の設定に至るまで、それぞれ慎重に選定することで、丹銅旋盤加工はより効果的かつ効率的に行えるのです。
4. 丹銅旋盤加工における加工速度の設定
丹銅旋盤加工における加工速度の設定は、品質と効率を左右する重要な要素です。加工速度が適切でないと、丹銅の特性を生かせず、仕上がりに影響を及ぼし、また工具の寿命にも影響を与えます。具体的には、旋盤加工に用いる丹銅の硬度や形状、加工する製品の精度要求に合わせて、速度を調整する必要があります。例えば、精密な部品を加工する際には低い速度で丁寧に、大量生産の場合には高速で効率的に、と加工速度を変えるべきです。このように、丹銅旋盤加工における加工速度を適切に設定することは、高品質な製品を効率よく生産するためには不可欠であると言えます。
5. 丹銅旋盤加工の計算ツールの使用方法
丹銅旋盤加工では、精密な工作物を作り出すためには、適切な工具選びと加工速度の設定が重要です。まず、工具選びにおいては、丹銅の硬さや加工性に合わせた切削工具を選ぶ必要があります。例えば、丹銅専用の鋭い刃先を持つ工具は、滑らかな表面仕上げを可能にします。次に、加工速度の設定ですが、速すぎると工具の摩耗が激しくなり、遅すぎると加工時間が長くなってしまいます。実際の加工環境や工具の状態を考慮して最適な速度を見つけることが求められます。最終的に、この二つの要素を適切に調整することで、丹銅旋盤加工の品質を高めることができます。
6. 丹銅旋盤加工における「びびり」の抑制方法
丹銅旋盤加工における「びびり」は加工品質に影響を与えるため、その抑制方法が重要です。まず、びびりの主な原因としては、不適切な工具選びや加工速度の設定が挙げられます。適切な工具を選ぶには、丹銅の硬度や切削特性を考慮する必要があります。例えば、丹銅には高い硬度があるので、耐摩耗性に優れた超硬材料の工具が有効です。また、工具の刃先の形状や角度も、びびり抑制に寄与します。加工速度の設定については、丹銅の場合、速すぎると工具の摩耗が激しくなり、遅すぎるとびびりが発生しやすくなります。従って、適切な速度での加工が必要です。これらの基本を押さえ、正確な加工を心がければ、びびりを大幅に減らすことができ、より高品質な旋盤加工が実現可能です。
7. 真鍮切削加工のポイントと丹銅旋盤加工の違い
丹銅旋盤加工は、その特有の加工性能により多くの業界で使用されており、工具選びから加工速度の設定に至るまで、正しい基本知識が要求されます。まず重要なのは、丹銅自体の性質を理解し、それに適した工具を選ぶことです。丹銅は比較的軟らかく、良好な切削加工性を持っているため、鋭利で耐摩耗性のある工具が適しています。具体的な例として、超硬工具やコーティングされた工具が挙げられ、これらは丹銅の粘り強さに対しても高い性能を発揮します。また、加工速度の設定においては、丹銅の熱伝導率が高いことを考慮し、高速ではなく適度な速度で加工することが長寿命化に繋がります。最終的に、適切な工具選びと加工速度の設定を行うことで、精度の高い旋盤加工が可能になり、丹銅の特性を最大限に活かすことができます。
8. 丹銅旋盤加工における切削条件の決定方法
丹銅旋盤加工における切削条件を決定することは、加工品質を保証する上で非常に重要です。適切な工具の選択から始め、丹銅の特性に合わせた加工速度の設定が必要となります。例えば、丹銅は軟らかい材質のため、切削速度を速めに設定することができますが、それには耐摩耗性に優れた工具を用いることが重要です。さらに、加工中の振動を抑えるための工具ホルダーの選定も重要であり、正確な寸法と仕上がり表面を得るためには、切削抵抗が小さく加工熱が少ない条件を見極める技術が要求されます。このように、工具選びから加工速度の設定までを慎重に行い、試作を重ねることで、丹銅旋盤加工の品質を向上させることができるのです。
まとめ
丹銅の旋盤加工においては、適切な工具の選択や加工速度の設定が重要です。丹銅は柔らかい素材であるため、工具の選び方や取り扱いに注意が必要です。適切な切削速度や刃先の形状を選ぶことで効率よく加工することができます。加工の際には適切な冷却剤を使用することも重要です。丹銅の性質を理解し、工具や速度を適切に設定することで、高品質な旋盤加工が可能となります。
旋盤加工初心者でもわかる!丹銅を上手に加工するためのステップバイステップガイド
もし旋盤加工について初心者であっても、このステップバイステップガイドがあれば、丹銅を上手に加工するための手助けを受けることができます。旋盤加工とは何か、丹銅を上手に加工する方法、基本的な手順など、本記事では初心者でもわかるように丁寧に解説しています。さらに、初めて旋盤加工を試す方には、不安や疑問を解消できる情報も含まれています。旋盤加工に関心のある方は、ぜひこのガイドをご覧になってください。
1. 丹銅旋盤加工の基本
1-1. C1020(無酸素銅)の特性と加工の利点
C1020(無酸素銅)は優れた電気伝導性と熱伝導性を持つ素材であり、旋盤加工にも適しています。この素材の柔軟性が加工の利点となり、初心者でも扱いやすい特性を持っています。例えば、丹銅は柔らかく、切削抵抗も小さいため、形状を作りやすく、精密な部品づくりに適しています。さらに、加工後の表面精度も高く、美しい仕上がりが期待できます。しかし、この柔らかさが原因で工具への負荷が大きくなることもあるため、適切な切削条件の選定が重要です。旋盤加工の際は、工具の材質や速度、送りの設定に注意を払いつつ、丹銅特有の性質を理解しておくことが上手な加工への第一歩となります。結論として、C1020無酸素銅の加工は、その特性を理解し、適切な加工条件を選ぶことで、初心者でも美しく、高精度な部品を創出することができるのです。
1-2. 丹銅旋盤加工の基本的な手順
旋盤加工において、丹銅はその加工性の良さから初心者でも取り組みやすい材料です。まず、丹銅を加工するうえで重要なのは、適切な旋盤の設定を行うことです。適切な速度と切削工具を選ぶことが、美しい仕上がりに繋がります。例えば、切削速度を適切に設定しないと、材料を傷つけてしまう恐れがあります。具体的には、丹銅の場合、柔らかいため高速での加工が可能ですが、切削工具の角度を正確にし、過度な圧力をかけないようにすることが重要です。こうすることで、初心者でも丹銅を綺麗に加工できます。そして、一連のプロセスを終えた後、必ず仕上げ作業を行い、加工面の細かなバリや不要な部分を取り除くことで、仕上がりの品質をさらに高めることができます。以上のステップを踏むことで、丹銅旋盤加工は初心者でも美しい結果に繋げられるのです。
1-3. 旋盤加工時の安全性と注意点
旋盤加工で丹銅を扱う際には、正しいステップと注意点を押さえることが大切です。旋盤加工は精度が求められる作業であり、特に丹銅のような軟質の金属では、扱いに慣れていない初心者でも上手に加工できるよう、段階を踏むことが重要です。まず、切削速度を適切に設定することが基本です。丹銅は柔らかいため、速度が速すぎると材料が損傷する恐れがあります。次に、正しい刃物の選択と適切な冷却液の使用が欠かせません。刃の摩耗を防ぎ、品質の良い仕上がりを得るためです。具体的な例として、丹銅加工専用のカッターを使うと、加工時の摩擦を減らし、スムーズな切削を実現できます。そして、最後にはきちんとしたアフターケアが必要となります。これにより、製品の寿命を延ばし、継続的な品質保持に寄与します。よって、丹銅の旋盤加工においては、正しいステップを踏み、適切な注意点を守ることで、初心者でも上質な加工が可能となるのです。
2. 超精密振動旋削の技術
2-1. 超精密振動旋削の原理
旋盤加工は、精密な技術を要する作業であり、特に丹銅のような素材は加工が難しいとされています。しかし、適切なステップを踏めば、初心者でも丹銅を上手に加工することが可能です。まず、適切な切削工具を選び、旋盤の速度設定を丹銅に合わせることが大切です。例えば、丹銅は軟らかい素材なので、高速での加工では材料が損傷する可能性があります。次に、冷却液を適量使用することで、加工中の熱を逃がし、材料の変質を防ぎます。さらに、少しずつ丁寧に材料を削ることで、仕上がりの精度を高めることができます。最後に、磨きと仕上げ工程を丁寧に行い、美しい光沢を引き出します。これらのステップを丁寧に行うことで、初心者でも丹銅の旋盤加工に成功しやすくなります。
2-2. 丹銅旋盤加工における振動旋削の応用
丹銅を旋盤加工する際には、特有の柔らかさと粘りに注意し、適切な工程を踏むことが成功の鍵です。丹銅は他の金属に比べて加工が容易で、高い熱伝導率と耐食性を持っているため、旋盤加工においても人気があります。しかし、その柔らかさゆえに、不適切な旋削条件では加工品の精度が落ちやすいため、適切な切削速度の選定や、振動を最小限に抑える工夫が必要です。具体的には、低い切削速度で細かく切りくずを取りながら進める、専用の加工工具を使用する、または振動を抑えるための加工技術の導入などが挙げられます。このようにして加工の精度を高めることで、丹銅の可能性を最大限に引き出し、美しい仕上がりを実現できます。
3. 工作機械の選択と加工方法
3-1. 工作機械の種類とその特徴
丹銅の加工において旋盤は重要な役割を果たします。初心者でも理解しやすいように、基本的なステップを掴むことが、丹銅を上手に加工するための鍵となります。まず、適切な切削速度の選定が必須です。丹銅は柔らかい材質であるため、旋盤の速度が速すぎると材料を傷つけやすく、また遅すぎると加工に時間がかかりすぎます。次に、切削工具の選定ですが、一般的には鋭利な切れ味のHSS(ハイスピードスチール)が推奨されます。さらに、丹銅特有の粘りに対応し、切削液を使用することで切りくずの排出をスムーズに行えます。例えば、銅用の特別な切削油を使うことで、フライス加工時の仕上がりが格段に向上するでしょう。以上の基本的なステップを踏むことで、旋盤を使った丹銅加工が初心者でも上手にできるようになり、高品質な加工を実現できます。
3-2. 最新の丹銅旋盤加工動向
丹銅の旋盤加工は初心者にとってもマスターしやすい技術の一つです。この金属は加工しやすさが特徴で、丹銅特有の美しい仕上がりを実現できます。まず、加工に適した丹銅の選定が重要です。硬すぎず、柔らかすぎない材質を選ぶことで、切削工具への負担を軽減し、加工精度を高めることができます。例えば、装飾品や部品など小物加工には、より柔らかい丹銅が適しています。また、適切なスピードとフィードレートの設定が、丹銅加工における精度と表面の仕上がりを左右します。特に、加工速度が速すぎると、丹銅が硬化してしまい、仕上がりに影響が出ることがありますから注意が必要です。そして、旋盤の選択も大切です。旋盤の性能や状態が加工品質を大きく決定づけるため、機械の適切なメンテナンスが欠かせません。最後に、旋盤加工では、熟練した技術を身につけるための練習が不可欠です。実際の加工前に練習用の材料で何度も試してみることで、狙った精度と形状を実現するための感覚を養うことができます。これらのステップに注意して取り組むことで、初心者でも丹銅を上手に旋盤加工することが可能です。
4. 芯押センターの活用
4-1. 芯押センターの種類と選定基準
旋盤加工を始める上で、丹銅を上手に加工するための基本を学ぶことは重要です。まず、丹銅はその柔らかさと加工のしやすさから、初心者にも扱いやすい材料です。具体的なステップとしては、加工開始前に旋盤の速度や工具の選定を適切に行うことが大切。例えば、低速での加工から始め、丹銅の特性に合わせた刃物を用いると良い結果を得られます。また、丁寧な測定と段階的な成形作業を進めていくことで、精度の高い加工を実現できます。最後に、旋盤加工後の丹銅はバリ取りや仕上げを丁寧に行うことで、美しい仕上がりを実現しやすくなります。旋盤加工の基本を抑え、ステップバイステップで作業を進めれば、初心者でも丹銅を上手に加工できるでしょう。
4-2. 丹銅旋盤加工における芯押センターの特長
丹銅を旋盤で上手に加工するためには、芯押センターの使用が重要です。これにより、安定した加工が可能となり、加工精度も向上します。例えば、丹銅の棒材を取り扱う際、芯押センターを使用することで、材料のぐらつきを防ぎながら一定の圧力をかけることができます。これは、特に細かなデザインや精密な寸法が求められる加工において、その真価を発揮します。旋盤加工を始めたばかりの方でも、このステップを理解し、適切に実践することで、丹銅を上手く加工することが可能になります。結論として、芯押センターは丹銅旋盤加工の成功に不可欠であり、初心者でもその技術を身につけることができれば、高品質な加工物の製作につながるでしょう。
5. 内径仕上げ加工の切りくず対策
5-1. 内径仕上げ加工の基本
旋盤加工をこれから始める初心者にとって、丹銅の加工は一つの挑戦かもしれません。旋盤で丹銅を上手に加工するためには、適切なステップを踏むことが大変重要です。まず、適切な切削速度と送り速度の設定が必要であり、これにより高品質な仕上がりが得られます。次に、丹銅の特性を理解し、加工ツールを選定することが肝心です。たとえば、丹銅は軟らかいため切削抵抗は小さいものの、切れ味の鋭い工具を使用しないと、材料が引っ張られてしまうことがあります。また、仕上げ工程においては、細かなバリを取り除くための丁寧な作業が求められます。このような段階をふまえ、初心者でも計画的に丹銅加工に取り組むことで、品質の高い製品を作り出すことが可能になります。結果として、コツをつかみ次第、丹銅の旋盤加工は初心者にもマスターできる技術であると言えるでしょう。
5-2. 切りくず発生の問題と対策手法
丹銅はその色彩の美しさから、旋盤加工においても人気のある材料です。しかし、旋盤加工初心者が丹銅を扱う際には、正しい手順を踏むことが重要です。まず、適切な加工速度を見極めることが大切です。速すぎると丹銅が熱を持ちすぎてしまい、遅すぎると加工時の抵抗が大きくなります。具体的には、旋盤のスピード設定を中間値に設定し、切削油の使用も忘れずに。また、専用の切削工具を使用することで、加工時の切りくずの発生を抑えることができます。切りくずが多いと加工精度が下がるため、工具の選択は慎重に行いましょう。最後に、加工後は丹銅の表面を軟らかい布で優しく磨くことで、その美しい色を長持ちさせることができます。このステップバイステップガイドに従えば、旋盤加工初心者でも丹銅を上手に加工できるようになります。
まとめ
丹銅は旋盤加工をする際に、切削速度や切削量、切削油の選定など、様々な要素が加工精度に影響を与えます。初心者でも正しい刃物の選定や切削条件を把握し、確実な加工が行えるようになります。また、切削時の振動による加工精度の低下を防ぐために、適切な加工条件を選定することが重要です。

【技術者必見】丹銅旋盤加工のための詳細な工程ガイドとトラブルシューティング
皆さん、技術者の皆様、旋盤加工における詳細な工程とトラブルシューティングについてお知らせします。本記事では、丹銅材料を使用した旋盤加工に焦点を当て、実用的なガイドと解説を提供します。また、技術者の皆様が日々の作業で遭遇する可能性のあるトラブルについても具体的な解決策を紹介します。技術者の方々がより効率的でスムーズな旋盤加工を行うための貴重な情報をお届けします。
1. 丹銅旋盤加工入門
丹銅旋盤加工は精密な技術を要するため、その工程とトラブルシューティングには詳細な知識が必要です。まず、正確な加工を実現するためには、丹銅の特性を理解し、適切な旋盤工具の選定が欠かせません。次に、丹銅の硬さや熱伝導率などの物理的性質に合った旋盤設定を行い、均一な表面仕上がりを目指します。特に、熱伝導率が高い丹銅は、加工中に熱を急速に放出するため、冷却液の選択にも注意が必要です。加工過程において発生するトラブルとしては、切削速度の不適切な設定による切りくずの異常や、工具摩耗による精度の低下が挙げられます。これらを防ぐためには、定期的な機械メンテナンスと切削条件の細かな調整が重要です。結論として、丹銅旋盤加工における成功は、材料の特性を熟知し、適切な機械設定とメンテナンスを行うことにより、高品質な加工結果を生むことができます。
2. 技能競技大会と丹銅旋盤加工
丹銅旋盤加工は精密な技術が求められる工程であり、技術者にとって重要な知識が必要です。この工程では、丹銅の特性を理解し、正確な加工を行うことが極めて重要です。例えば、丹銅は柔らかいため切削速度や送り速度の調節がキーポイントになります。また、工具の摩耗にも注意が必要で、適切な切削油の使用が摩耗を防ぎます。さらに、旋盤の振動が加工精度に影響を与えるため、振動を最小限に抑える工夫も求められます。これらは全て、丹銅旋盤加工における品質を保つためには不可欠な要素です。このように、正しい知識と注意深い加工が丹銅旋盤加工の成功を左右するため、技術者はこれらの点に留意して作業を進める必要があります。
3. C1020無酸素銅の基礎知識
無酸素銅C1020は、電気伝導性や熱伝導性に優れるため、精密な加工が必要な電子部品などに使用されています。これは、含有する酸素が少ないため、他の銅材料よりも加工時の品質安定性が高いとされるためです。例えば、丹銅旋盤加工においては、この特性が極めて重要で、熱が発生する加工中でも材料の強度が保たれ、精度の高い製品が得られます。旋盤加工を行う際には、C1020無酸素銅の物理的特性に合わせた適切な工具選びや速度設定が求められるが、これにより加工時のトラブルを防ぎ、より高品質な製品製造へと繋がります。このような特性を理解し、適切な加工を行うことで、技術者はより高いレベルの丹銅旋盤加工を実現することができるのです。
4. 旋盤加工技術の検索と情報収集
丹銅を用いた旋盤加工は熟練を要する技術であり、その工程の細部にわたる理解が不可欠です。まず旋盤加工における基本は、材料の特性に合わせた刃の選択や、加工速度の適正化が挙げられます。丹銅は柔らかいため、切削抵抗が低く加工しやすい一方で、その軟らかさが原因で切削時にバリが出やすい特徴があります。具体的な例を挙げると、バリの発生を防ぐためには、旋盤の回転数を適切に調整し、刃の角度を正確に設定する必要があります。さらに、加工工程中における冷却液の使用は、材料の熱変形を避けるためにも重要です。最終的に、これらの工程を丁寧に行うことで、高品質な旋盤加工品を得ることができます。結論として、丹銅旋盤加工はその方法を正しく理解し、適切なトラブルシューティングを行うことで、技術的な困難を克服できるのです。
5. 旋盤求人とキャリア形成
旋盤加工は精密な技術を要するため、旋盤求人には高い技術力が要求されます。このため、それに適したキャリア形成が非常に重要となっています。例えば、日本での専門学校や技術学校では、丹銅を含む各種金属の旋盤加工技術について学ぶことができます。加えて、実際の職場での徒弟制度を利用して、ベテラン技術者から直接技術を学ぶことも一つの方法です。このようにして習得した技術は、精密機械の部品製造など、多岐にわたる産業での需要が高いため、キャリアアップに直結します。最終的には、旋盤加工技術者としての経験と実績を積み上げることで、より給料の良い職へとステップアップすることが可能となります。
6. 真鍮と銅系素材の旋盤加工テクニック
丹銅製品の旋盤加工は、その独自の特性から高い技術を要求される工程であると結論付けられます。丹銅はその良好な機械的性質や美しい発色のため、幅広い産業で使用されていますが、加工時には柔らかさと粘り気に注意が必要です。例えば、切削速度の適切な調整や、工具の選定に細心の注意を払うことが求められます。また、切削油の使用によって、表面の仕上がりを改善し、工具の摩耗を防ぐことも重要です。これらの工程への理解とトラブルシューティングが加工品質を左右するため、事前の準備と知識が不可欠です。結論として、丹銅の旋盤加工を成功させるためには、材料の性質を把握し、具体的な工程に沿った適切な技術の適用が必要であり、それによって高品質な製品が生産可能となります。
7. 丹銅旋盤加工のトラブルシューティング
丹銅旋盤加工は精密な作業が求められるため、技術者にとってトラブルシューティングは必須のスキルです。このプロセスにおいては、材料の特性を正確に把握することが重要で、丹銅は他の金属材料に比べてやわらかいため加工には注意が必要です。例えば、加工時の速度や圧力が不適切であると、丹銅の表面が引っかかったり、変形したりすることがあります。また、切削液の選定も重要で、適切なものを使用しないと加工面が不均一になる恐れがあります。これらの問題を避けるためには、旋盤の設定を適切に管理し、定期的なメンテナンスを怠らないことが肝要です。最終的には、トラブルシューティングを通じて丹銅旋盤加工の技術を習得し、より高品質な製品を生産することが可能となります。
8. 丹銅旋盤加工の将来と展望
丹銅旋盤加工は、精密な金属加工が求められる分野での重要性が高まっています。これは、その特有の強度と耐食性が多くの産業で必要とされているためです。具体的には、電子機器や自動車部品などの製造において、丹銅の特質を活かした部品が必須となっています。このような背景から、旋盤を用いた丹銅の精密加工技術が非常に重要視されているのです。しかし、この加工工程には熟練した技術が必要であり、特に切削条件の選定や工具の選択には細心の注意が求められます。例えば、切削速度や送り速度の調整は、加工品質に直結するため、技術者にとっては重要な知識となります。丹銅旋盤加工の技術がさらに発展し、トラブルシューティングのノウハウが蓄積されれば、より効率的で高品質な製品の製造が可能になるでしょう。最終的には、この技術の進歩が日本の製造業の競争力を高める重要な要素となっていきます。
まとめ
丹銅旋盤加工は高速回転により素材を削るため、加工時には適切な切削速度や切削量を設定することが重要です。また、切削時には適切な冷却や潤滑を行うことで加工精度を保つことができます。トラブルシューティングでは、切削音や振動、加工面の仕上がりなどを注意し、適切な機器や工具の使用により問題を解決することができます。丹銅旋盤加工においては、正確な工程管理とトラブル対策が重要です。

旋盤加工の王道を往く!丹銅を使った精密加工のコツと注意点
旋盤加工は工業製品の製造において欠かせない技術の一つです。本記事では、丹銅を使用した精密加工の王道についてご紹介します。丹銅の特性や加工上の注意点、さらには技術のコツまで、幅広く解説していきます。旋盤加工に興味のある方や、丹銅を使用した精密加工に挑戦したい方にとって、貴重な情報が満載の記事となっています。ぜひ、最後までご覧ください。
1. 丹銅 旋盤加工の基礎知識
丹銅を使用した旋盤加工は精密部品の製造において重要な位置を占めます。丹銅はその高い加工性と耐食性から多くの分野で利用されているため、その加工技術を習得することは非常に価値があります。それには、適切な工具選定や切削条件の調整が欠かせません。例えば、切削速度や送り速度は、丹銅の材料特性に応じて慎重に選ばれるべきであり、これにより加工中の振動や摩耗を防ぎます。また、丹銅特有の柔らかさや粘りを考慮した切削油の選択も重要です。これらのポイントを押さえれば、精度の高い加工が可能となり、高品質な丹銅部品を生産することができます。要するに、丹銅の旋盤加工では、材料の特性を理解し、適した加工方法を選定することが成功の鍵となるのです。
2. 金属加工の素材特性とその重要性
丹銅はその独特の色合いが美しく、旋盤加工での利用が盛んです。しかし、精密加工を行うには、いくつかのポイントを押さえる必要があります。まず、丹銅は軟らかさと展延性が特徴であり、切削時にバリが発生しやすいため、専用の切削油を使用することが大切です。また、工具の摩耗にも注意し、定期的な交換を行うことで精度の高い加工が可能になります。具体例として、丁寧な仕上げを求められる時計の部品や美術品のレプリカなどが挙げられます。これらは丹銅の柔らかさを活かしつつ、高い精度が求められるため、旋盤加工の技術が特に重要になります。最後に、旋盤加工においては、材料の性質を理解し、適切な加工方法を選択することが成功の鍵であると再度強調します。
3. 丹銅 旋盤加工の進め方とポイント
丹銅を用いた旋盤加工は、その優れた加工性と美しい仕上がりで、精密部品の製造において重宝されています。丹銅は柔らかいため、加工は比較的容易ですが、その特性ゆえに注意点がいくつか存在します。例えば、切削速度を適切に選定することで、材料の変形を防ぎつつ、きれいな仕上げ面を得ることが可能です。また、工具の刃先の状態を常に良好に保つことにより、バリの発生を減少させるといった工夫も必要です。適切な潤滑剤を使用し、丹銅特有の粘着性による工具への負担を軽減することも、長時間の加工作業において重要なポイントです。結論として、丹銅の旋盤加工には、材料の特性を理解し、それに合わせた切削速度の調整や工具管理、潤滑の三要素が不可欠であり、これらに留意することで高品質な製品を効率的に生産することができるのです。
4. 丹銅を活かした切削加工の技術
丹銅を使用した旋盤加工は、その優れた機械的性質から、精密部品の製造において重宝されています。その理由は、丹銅自体が持つ良好な加工性と独特の色合いが製品の価値を高めるためです。特に、装飾性と強度を要求される楽器の部品や美術品の制作においては、丹銅の利用は欠かせない要素となっています。しかし、丹銅は柔らかいため、旋盤加工時には特別な注意が必要です。例えば、適切な工具の選択と切削速度の調整が非常に重要となり、これには経験が必要とされます。さらに、切削液の使用は丹銅の表面を保護する意味でも重要です。これらのコツを押さえることで、丹銅の持つポテンシャルを最大限に引き出し、高品質な製品を生み出すことが可能になります。結論として、丹銅を使った旋盤加工は技術と注意を要する作業ですが、その価値ある結果には代えがたい美しさがあるのです。
5. 金属買取と丹銅 旋盤加工の関連性
丹銅を活用した旋盤加工は、その精密性と美しさで高い評価を受けています。丹銅は硬さと可塑性を兼ね備えた素材で、精密機械部品や美術工芸品に用いられることが多いです。しかし、その加工にはいくつかのコツと注意点があります。まず、丹銅は硬いため、旋盤の刃の摩耗が激しくなりがちです。これを防ぐためには、刃をこまめに交換し、適切な速度で加工を行うことが重要です。また、熱伝導率が高いため、加工中の発熱にも注意が必要です。冷却液を適切に使用することで、品質の良い加工が可能になります。具体例としては、時計の部品や楽器のパーツなど、細部に渡る精密な仕上がりが求められる製品が挙げられます。最後に、旋盤加工の経験が少ない場合には、専門の技術者に指導を仰ぐか、小ロットから始めて徐々に技術を磨くことをお勧めします。結論として、丹銅は旋盤加工において優れた素材ですが、その特性を正しく理解し、正確な技術を用いることで、その真価を発揮することができます。
6. 丹銅 旋盤加工におけるC1020、C2051、C2801の取り扱い
丹銅を使用した旋盤加工は、精密な加工を行う際に外せない工程の一つです。丹銅はその可塑性と美しい色合いで知られ、高度な技術を要する精密部品の製作に適しています。具体的には、C1020(酸素フリー銅)、C2051(リン脱酸銅)、C2801(黄銅)が旋盤加工でよく使用されますが、これらの材料はそれぞれ特性が異なります。例えば、C1020は非常に柔らかく、加工性が高いため、複雑な形状の加工に適しています。一方で、C2801は硬度が高く加工時のバリの発生が少ないため、精密さが求められる部品に利用されます。しかし、これらの材質は熱に弱いため、加工時には冷却を適切に行うことが重要です。冷却が不十分だと材質が軟化し、加工精度が低下する可能性があるからです。また、旋盤の切削速度や送り速度を適切に管理することも、精密な加工を達成するためには不可欠です。総じて、丹銅を使用した旋盤加工では、材料の特性を理解し、それぞれに適した加工方法を選択することが成功の鍵となります。
7. NC旋盤加工と丹銅の対応材料
NC旋盤加工において、丹銅はその優れた機械加工性により、精密部品製作の分野で広く用いられています。結論から言うと、丹銅を利用した加工は、適切なツール選択と加工条件の管理が重要であり、これによって高品質の製品が得られます。丹銅は他の銅合金に比べて柔らかく、切削が容易である一方で、ツールの摩耗や加工時のバリの発生に注意が必要です。特に、切削速度や送り速度、切削油の種類を適切に選定することが、精密さを求める加工において重要です。具体例を挙げると、小径のエンドミルを使用する場合、高速での回転が推奨される一方で、過度な送り速度は工具の損傷や製品の精度低下を招く可能性があります。結論として、丹銅の旋盤加工では、材料の特性を理解し、適切な工具と加工条件を選ぶことで、高い精度と優れた仕上がりの製品を製作することができます。
まとめ
丹銅を使用した旋盤加工は、高い耐摩耗性や耐食性を持つため、精密な加工に適しています。加工の際には、適切な切削速度や切削量を確保することが重要です。加工中に過熱しやすい性質を持つため、冷却や潤滑にも注意が必要です。また、切削刃や工具の選定にも注意し、正確な寸法管理と検査を行うことが重要です。

旋盤加工でリン青銅を扱う際のトラブルシューティングガイド
旋盤加工でリン青銅を扱う際に問題が発生したことはありませんか?私たちはそれに対処するためのトラブルシューティングガイドを作成しました。このガイドでは、リン青銅の特性や旋盤加工時の問題解決方法について詳しく解説しています。旋盤加工におけるリン青銅の取り扱いに関心がある方やトラブルシューティングに困っている方にとって、このガイドは非常に役立つでしょう。
1. リン青銅 旋盤加工へようこそ
リン青銅の旋盤加工は、高度な技術を要する精密な作業であり、慎重に取り扱う必要があります。リン青銅はその耐摩耗性や優れた機械的性質によって広く利用されていますが、旋盤加工時にはいくつかの困難が伴うことがあります。例えば、不適切な切削速度や工具の選択は、加工精度の低下や工具の早期摩耗へと繋がることがあります。さらに、リン青銅は他の金属に比べて柔らかく、加工時にバリが出やすい特性を持っています。このような問題を解決するためには、正しい切削速度の設定、適切な工具材質の選択、そして定期的な工具の点検と交換が不可欠です。結論として、トラブルを避け効率的な旋盤加工を行うためには、リン青銅の特性を理解し、適切な加工条件を選定することが重要です。
2. NC自動旋盤加工の基礎
NC自動旋盤加工においてリン青銅を扱う際には、特有の注意点があります。リン青銅は優れた機械的性質と耐食性を持つ一方で、加工時に問題が生じやすい材料です。例えば、適切な切削液を使用しないと、切削工具の摩耗が激しくなり、加工精度に影響を及ぼす場合があります。また、適切な速度で加工を行わないと、リン青銅特有の粘り気が原因で、バリの発生や工具の詰まりが頻発することがあります。これを防ぐためには、NC旋盤のプログラムを正確に設定し、材料の状態を常に監視することが重要です。まとめると、リン青銅の旋盤加工には適切な知識と経験が不可欠であり、これらのポイントをクリアすることで高品質の加工が可能となります。
3. リン青銅の特性と加工の利点
リン青銅は、その優れた機械的性質と耐食性により、精密な旋盤加工に適しています。しかし、加工中に問題が発生することがあります。熱伝導率が高いため加工時の温度管理が重要であり、不適切な場合は材料の変形や工具の摩耗が起こりやすくなります。具体例として、リン青銅の切削でよくあるのは、切りくずの排出不良です。これを防ぐためには、適切な切削速度の選定とクーラントの利用が効果的です。さらに、リン青銅は硬いため、切削工具の選定には特に注意が必要です。最適な工具材質や刃の形状を選ぶことで、加工精度を高めることができます。結論として、リン青銅の旋盤加工では、温度管理、切削速度の適正化、適切な工具の選択を行うことで、多くのトラブルを未然に防ぐことができます。
4. 切削カラーとは?NC自動旋盤加工での役割
旋盤加工において、リン青銅はその優れた機械的性質から重宝されていますが、加工時にトラブルが生じることも少なくありません。一般的なトラブルには、切削面の不良や工具の摩耗が挙げられます。リン青銅特有の高い粘り強さは、しばしば切削工具への負荷を増大させる原因となります。また、切削速度や送り速度、クーラントの使用状況によっても、加工の仕上がりに大きな差が出ます。実際の例として、適切な切削液を使用しないと、工具と素材との摩擦熱が原因で、工具の耐用年数が著しく低下し、仕上がりの質も劣化します。これを防ぐためには、リン青銅の物性に合わせた切削条件の選定が重要です。切削速度を適切に調整し、適切なクーラントを使用することで、リン青銅を確実に、かつ効率的に加工することが可能になります。結論として、リン青銅の旋盤加工を成功させるためには、材料の特性を十分に理解し、最適な加工条件を見極め、適切な切削液を使用することが不可欠であると言えるでしょう。
5. リン青銅 旋盤加工の切削技術
リン青銅は旋盤加工の際、その優れた機械的特性から多くの産業で重宝されますが、加工時にはいくつかの注意点があります。リン青銅は硬度が高く、かつ摩耗しにくいため、工具の選定には特に配慮が必要です。例えば、高速度鋼や超硬合金が適した切削工具とされています。また、リン青銅特有の粘り気のため、切りくずが絡まりやすく、これを防ぐためには適切な切削液の使用や、切削条件の調整が重要です。一般に、低い切り込み深さや送り速度で加工することで、切削抵抗を減少させることができます。これらのポイントを押さえ、正しい知識と技術を持って加工にあたれば、リン青銅の旋盤加工は効率的かつ精度高く行うことが可能です。以上の点を踏まえた上でのトラブルシューティングが、加工精度向上の鍵を握ります。
6.1-0. NC旋盤の種類と特徴
リン青銅の旋盤加工において遭遇する問題を適切にトラブルシュートすることは、製品品質の維持に不可欠です。リン青銅はその優れた物理的特性から多くの工業分野で用いられますが、加工時には特有の課題があります。たとえば、切削工具の摩耗が早く、加工精度に影響を及ぼすことがあります。加えて、リン青銅の熱伝導率が高いため、加工中の熱の発散が早く、温度管理が難しいという問題もあります。これらの問題に対処するためには、適切な切削液の使用や、切削工具の選定に注意を払うことが重要です。具体的には、切削液を使って加工部分の冷却を図ったり、耐摩耗性に優れた工具を選ぶことが効果的です。リン青銅の加工におけるこれらの対策を講じることで、旋盤加工の品質を保ちつつ、トラブルを最小限に抑えることができます。
6.1-1. 最新のNC旋盤技術動向
旋盤加工においてリン青銅を使用する際、特有の加工の難しさによるトラブルが生じやすいことは業界内でも知られています。これはリン青銅の優れた物理的性質が加工中に逆に作業性の問題を引き起こすためです。例えば、リン青銅は優れた強度と耐食性を持っており、細かい旋削が可能ですが、これらの性質が高切削抵抗を生み出し、刃具の摩耗や破損、加工精度の低下を引き起こす原因となるのです。解決策としては、適切な切削油の選択、専用の刃具材質やコーティングの使用、そして切削条件の最適化が挙げられます。適切なトラブルシューティングを行うことで、リン青銅の旋盤加工は非常に精密な部品製造において優れた結果をもたらす可能性を秘めています。総じて、リン青銅の旋盤加工では適切な知識と工夫をもってトラブルに対処することが不可欠です。
7. リン青銅 旋盤加工品の品質管理
旋盤加工においてリン青銅を使用する際、その特性に応じた対策が求められます。リン青銅は、優れた機械加工性と耐食性を持つため、多くの産業で部品材料として使用されています。しかし、加工時にはチップの切れやすさや、材料の熱による変形など、いくつかの問題が発生することがあります。たとえば、工具の摩耗を防ぐためには適切な切削液の選択が不可欠であり、また、材料の硬さに応じた切削速度の調整が求められます。実際の加工例としては、遅い切削速度での加工が推奨されることがあり、これによって工具の寿命を延ばし、製品の精度を保つことができます。結論としては、リン青銅を旋盤加工する際には材料の特性を理解し、適切な切削条件を見極めることが品質管理において重要であると言えます。
8.1-0. 銅製品の進歩と市場動向
旋盤加工においてリン青銅を扱う際は、いくつかの注意点が必要です。リン青銅は熱伝導性や優れた機械的性質を持つため、電子部品や精密機器の部品として広く使われています。しかし、加工時にはその硬さと粘り強さから、切削工具に負荷をかけやすく工具摩耗や切削精度の低下を招くことがあります。具体的には、加工速度を適切に設定し、切削液を十分に使用することがトラブルを避けるポイントです。また、旋盤の振動を抑制するためにも工具の取り付け精度を高めることが重要です。これらを適切に行うことで、リン青銅の旋盤加工時の問題を最小限に抑え、精度の高い加工を実現することができます。
8.1-1. リン青銅の最新加工技術
旋盤加工において、リン青銅はその加工性の良さから多く利用されています。しかし、加工時には特有の問題が発生することもあるため、適切なトラブルシューティングが必要です。例えば、切削速度が速すぎるとリン青銅は熱を持ちやすく、工具の摩耗や製品の寸法精度の低下を引き起こすことがあります。また、リン青銅特有の粘り強さのために、切りくず処理にも注意を要します。適切な切削液の使用や、適正な送り速度と切削速度の調整により、これらの問題は大きく改善されます。実際には、経験豊富な技術者がそれぞれの旋盤に最適な条件を見極めることで、高品質な加工が実現し、リン青銅の持つポテンシャルを最大限に活かすことができます。再び結論として、リン青銅の旋盤加工では、適切な知識と経験に基づくトラブルシューティングが品質向上の鍵となるのです。
9. タップ選定の基準とリン青銅加工への適用
旋盤加工でリン青銅を加工する際、適切なタップを選定することは非常に重要です。リン青銅は摩擦や摩耗に強いことが特徴ですが、その硬度ゆえに加工が難しい金属の一つでもあります。このため、旋盤加工においては、適正な切削工具の選定が不可欠となります。一つの具体例として、リン青銅に適したタップを使用することで、ねじ山の精度を高めることができます。このタップは、リン青銅の硬さに対応した合金で作られており、きれいなねじ山を形成することが可能です。また、切削油の使用も重要で、これにより、加工時の摩擦を軽減し、工具の寿命を延ばすことができます。結論として、リン青銅を旋盤加工する際には、材質に適したタップ選定と適切な切削油の使用によって、加工トラブルを減少させることができるのです。
10.1-0. C5191製エレメント金具の加工方法
旋盤加工においてリン青銅はその優れた機械的性質から広く使用されていますが、加工時にはいくつかの注意点があります。まず、リン青銅は硬度が高く粘り強いため、切削工具への負担が大きくなり易いです。工具の摩耗を防ぐためには冷却液の適切な使用が重要であり、また、適度な切削速度の選定も欠かせません。具体的な例として、旋盤加工でリン青銅を削る際には、切削工具の刃先温度が上昇し過ぎないようにしながら、一度に大きな切削を避けるようにすることが推奨されます。このような工夫をすることで、加工精度を保ちつつ工具の寿命も延ばすことができます。最終的に、リン青銅の加工を成功させるためには、材質の特性を理解し、適切な加工条件を選択することが肝心です。
10.1-1. 複合旋盤加工によるC5191エレメント金具の製造
リン青銅は優れた機械的性質を持つため、旋盤加工での使用が一般的です。しかし、加工中に問題が生じることもしばしばあります。例えば、工具の摩耗が早い、加工面の粗さ、寸法の精度が出ないといった問題が起こりやすいです。これらの問題に対処するためには、適切な加工条件の選択や、工具材料の選定が重要となります。具体的には、比較的低い切削速度を選択する、耐摩耗性に優れた工具材料を使用するなどの対策が挙げられます。また、冷却液の適切な使用も加工品質を向上させるポイントです。これらの対策を講じることで、リン青銅の旋盤加工における問題を大幅に減少させ、加工の効率を高めることができます。
まとめ
リン青銅の旋盤加工において、適切な切削速度や刃物の選択が重要です。適切な冷却剤を使用することで加工効率を向上させることができます。また、切削時に適切な刃物の刃先形状と刃先角度を選択することで、切削面の仕上がりを向上させることができます。

リン青銅加工の極意!旋盤で高精度な仕上げを実現するポイント
今回の記事では、リン青銅加工の極意について詳しく解説します。旋盤を使用して、どのように高精度な仕上げを実現するかについてポイントを押さえています。リン青銅加工に興味をお持ちの方や、旋盤加工に関わる方々にとって、参考になる情報が満載です。ぜひ最後までご覧ください。
1. リン青銅 旋盤加工入門
リン青銅加工の極意は、高精度な旋盤加工による仕上がりにある。リン青銅はその優れた機械的性質と耐食性から、精密部品に使用されることが多いが、その加工には専門的な技術が必要である。旋盤を使用することで、リン青銅は均一で滑らかな表面を実現でき、これは高品質な製品を作る上で不可欠である。加工の際には、適切な切削条件の選定が重要であり、切削速度や送り速度、切削液の使用などが適切に管理されなければならない。具体例として、リン青銅の旋盤加工では小径の超硬質チップを用いて、振動を抑えつつ精密な加工を行う技術が求められる。結論として、リン青銅の旋盤加工で高精度な仕上げを実現するには、材料の特性を理解し、適切な加工技術を習得することが極めて重要である。
2. リン青銅の特性とその利点
リン青銅はその優れた機械的特性と耐食性により、精密部品の加工材料として広く用いられています。最適な旋盤加工を実現するためには、リン青銅の特性を理解し、適切な技術を適用することが重要です。例えば、リン青銅は他の銅合金と比較して硬度が高く、加工時に刃物の摩耗が少ないため、精度の高い仕上がりを得ることができます。また、旋盤での加工においては、チップの形状や切削速度の選定が重要となります。適切な切削条件を選ぶことで、バリの発生を抑え、表面粗さを最小限に抑制することが可能です。このようにリン青銅を用いた旋盤加工は、材料の特性を活かしつつ高精度な製品製造に寄与するため、多くの工業分野での応用が期待されています。
3. 旋盤加工の基本とリン青銅の適合性
旋盤加工においてリン青銅はその優れた性質から、高精度な仕上がりを目指す際に選ばれる材料です。なぜなら、リン青銅は優れた機械加工性と耐蝕性を持ち合わせ、精度の要求される部品製造において、信頼性の高い加工を実現するからです。例えば、時計の微細な部品や電子機器のコネクタなど、精密な加工が必要な製品において、リン青銅はその性能を最大限に発揮します。旋盤加工で高精度な成果物を得るには、適切な切削速度と送り速度の設定、切削工具の質、そしてリン青銅特有の性質に合わせた冷却剤の使用が重要です。最適な条件で加工することで、リン青銅はその持ち味を生かし、耐久性と精度を兼ね備えた部品の製造が可能となります。このように、リン青銅を用いた旋盤加工は、高品質な製品を生み出す上で欠かせない技術であると言えるでしょう。
4. 医療機器部品製造におけるリン青銅 旋盤加工の役割
リン青銅はその優れた機械的性質から、精密な医療機器部品の製造において広く利用されています。リン青銅の加工には特に旋盤加工が適しており、その加工技術の極意を把握することで、品質の確保と効率的な生産が可能になります。旋盤加工においては、適切な切削速度の設定や、鋭い刃物の使用が重要です。具体的には、リン青銅特有の硬さに適した速度で切削を行い、定期的な刃物の交換が必要となります。さらに、冷却剤を適切に使用することで、部品の加熱を防ぎ、寸法精度の高い加工を実現することができます。これにより、リン青銅を使った医療機器部品は、高精度かつ高品質なものとなるのです。従って、旋盤加工の極意を習得することが、リン青銅を使用した部品製造における成功の鍵となるのです。
5. リン青銅 旋盤加工で求められる精度とは
リン青銅はその耐食性や導電性から、旋盤加工を要する精密部品の材料として広く使用されています。この金属の加工で高い精度を出すために重要なのは、適切な工具選びと加工条件の設定です。例えば、切削速度や送り速度、工具の角度などを材質の特性に応じて最適化することが求められます。また、リン青銅特有の物性を理解し、加工時に発生する熱による影響を最小限に抑えるための冷却技術の適用も不可欠です。実際に多くの技術者がこれらを踏まえて、精度の高い旋盤加工を実現しています。リン青銅の旋盤加工で求められる精度を実現するには、材料の特性を十分に理解し、適切な加工方法を選ぶことが極めて重要です。
6. 旋盤加工サービスの選び方
リン青銅はその耐摩耗性や強度から、精密部品の加工素材として広く用いられていますが、その加工には旋盤を用いることが多いです。旋盤で高精度な仕上げを実現するためには、いくつかのポイントが重要になります。まず、適切な切削速度の選定が必要です。リン青銅は硬い材質であるため、速度が速すぎると工具の摩耗が激しくなります。一方で、遅すぎると加工時間が長引き、経済性に欠けます。次に、冷却液の使用は必須です。適切な冷却液を用いることで摩耗を軽減し、仕上がりの精度を向上させることができます。また、工具の選定にも注意が必要です。リン青銅専用の工具を選ぶことで、加工品質を一層高めることが出来ます。このように、適切な速度設定、冷却液の利用、適切な工具の選定により、旋盤を使ったリン青銅の高精度加工を実現することができます。
7. 精密切削加工技術の進歩とリン青銅の加工性
リン青銅の旋盤加工において高精度な仕上がりを実現するには、特有の技術が必要です。リン青銅はその優れた機械的性質から、精密部品の材料として広く使用されています。しかし、加工時にはその硬さと粘り強さが災いし、工具の摩耗が激しくなりがちです。これを克服するには、適切な切削工具の選択、切削条件の最適化、精密な工具のメンテナンスが必須です。例えば、切削速度や送り速度の調整、専用のコーティングが施された工具の使用が挙げられます。さらに、経験豊富な技術者による細やかな操作が、加工精度を格段に向上させます。最終的な製品の品質を左右する重要な工程であるため、これらのポイントを抑えることが、リン青銅加工の極意と言えるでしょう。
8. リン青銅 旋盤加工における表面処理の重要性
旋盤を用いたリン青銅加工は、高精度な仕上がりを要求される領域であることから、その極意を掌握する事が極めて重要です。結論から申し上げると、適切な工具の選択、切削条件の最適化、そして丁寧な事後処理がポイントとなります。リン青銅はその優れた機械的性質から、精密な部品製造に不可欠な材料ですが、適切な加工技術が伴わなければその性質を活かすことができません。たとえば、切削速度や送り速度を適切に設定することで、切りくずの排出をスムーズにし、表面品質を向上させることができるのです。また、切削後のバリ取りや研磨といった事後処理を丁寧に行うことは、製品の精度をさらに高めるために不可欠です。これらのポイントを抑えることで、旋盤加工におけるリン青銅の可能性を最大限に引き出し、高品質な製品製造が可能となります。
9. リン青銅加工のための旋盤選びのポイント
リン青銅はその優れた機械的特性と耐食性から、精密な部品加工にしばしば利用されます。その精密さを実現するためには、旋盤での加工が重要な役割を果たします。しかし、ここで肝心なのは適切な旋盤選びです。理由として、リン青銅は加工性が良い一方で、熱によって硬化しやすい性質を持つため、加工中の熱管理が不可欠です。旋盤を選ぶ際は、この熱の発生を抑え、安定した加工を行える機能を持った機種を選ぶべきです。具体的には、高精度な温度制御が可能な旋盤や、冷却システムを備えたものが理想的です。また、切削工具の材質も重要で、リン青銅を滑らかに削ることができる専用の工具を使用することが望ましいです。結論として、高精度な旋盤選びと適切な工具の使用により、リン青銅の加工で求められる高い精度を実現することができるのです。
10. リン青銅 旋盤加工のトラブルシューティング
リン青銅加工の極意を見つけることは、旋盤加工において高精度な仕上がりを求める際に不可欠です。なぜなら、リン青銅は硬度と強度のバランスが優れているため、加工時に適切な技術が求められるからです。具体的なポイントとして、旋盤の刃の選定や速度の調整が重要になります。使用する刃は、リン青銅の硬さに適した材質であることが必要で、旋盤の速度は材料を効率よく削るために最適化されている必要があります。例えば、リン青銅専用の刃を使用し、切削速度を適切に調整することで、バリが少なく滑らかな表面を実現できます。さらに、適切な冷却剤の使用も加工精度を高めるためには欠かせません。このようにして、リン青銅の旋盤加工における高精度な仕上げを実現するための極意は、正しい工具の選定、速度の最適化、適切な冷却の三つに集約されます。
まとめ
リン青銅の加工では、旋盤を使用することで高精度な仕上げを実現することができます。加工のポイントとして、適切な切削速度や刃先の取り付け角度、適切な切削油の使用などがあります。また、加工前には原料の状態や硬度を確認し、加工中は振動や摩擦を最小限に抑えることが重要です。これらのポイントを押さえてリン青銅の旋盤加工を行うことで、高品質な仕上がりを実現することができます。
精密機械に必要!リン青銅旋盤加工の精度を高める方法を徹底解説
精密な機械加工を行う際、リン青銅は欠かせない材料の一つです。本記事では、リン青銅を使用した旋盤加工の精度を高める方法について徹底解説します。リン青銅の特性や旋盤加工における重要性、さらには効果的な精度向上の手法について、初心者から上級者まで幅広く理解していただける内容となっています。精密機械に携わる方々にとって、貴重な知識を得るきっかけとなるでしょう。
1. リン青銅旋盤加工とは?
リン青銅旋盤加工とは、その耐蝕性や導電性に優れたリン青銅を精密機械の部品製造に使用するための工程です。この加工方法は、高精度が要求される部品に欠かせないものであります。その精度を高めるためには、適切な機械選定と熟練した技術が必要です。例えば、切削速度の最適化や刃の交換を適時に行うことで、加工誤差を最小限に抑えることができます。また、冷却液の使用により、加工時に生じる熱を効果的に管理し、材料の変形を防ぐことができます。これらの方法により、リン青銅旋盤加工の精度は大幅に向上し、高品質な製品製造に寄与するのです。最終的に、これらの取り組みによって、精密機械の性能を最大限に引き出し、産業の発展に寄与することができます。
2. リン青銅の特性と旋盤加工の相性
リン青銅はその耐摩耗性や優れた機械的性質から、精密機械の部品に使用されることが多いです。旋盤加工を行う際には、このリン青銅の特性を生かしつつ、高い精度が要求されます。旋盤加工の精度を高める方法としては、適切な工具選定、切削条件の最適化、そして加工機械の定期的なメンテナンスが重要です。例えば、リン青銅特有の硬さに合わせた切削工具を選び、切削速度や送り速度を調整することで、加工面の仕上がりを改善することができます。また、加工機械の精度を維持するためには、定期的なメンテナンスが不可欠であり、これにより精度の低下を防ぎ、一貫した品質を保つことが可能となります。総じて、リン青銅の旋盤加工において高い精度を達成するためには、材料の特性を理解し、工具と条件を適切に選定し、機械のメンテナンスにも気を配ることが肝心です。
3. 精密機械におけるリン青銅旋盤加工の重要性
精密機械製造においてリン青銅旋盤加工の精度は非常に重要です。高い精度を実現するためには、適切な工具の選定、加工条件の最適化、また定期的なメンテナンスが不可欠です。例えば、専用の高品質な旋盤刃を選ぶことで加工精度が向上し、リン青銅特有の性質に対応した加工が可能となります。また、旋盤の回転速度や送り速度を材質や形状に応じて調整することで、精密な加工が可能になります。さらに、定期的な旋盤の点検や刃の交換は、常に最良の状態を保つためには欠かせません。これらの方法を徹底することで、リン青銅旋盤加工の精度を高め、高品質な精密機械部品の製造に貢献することができるのです。
4. リン青銅旋盤加工の基本的な手順
精密機械において、リン青銅旋盤加工の精度は非常に重要です。この加工の精度を高めるためには、まず適切な工具選びから始める必要があります。硬質で耐久性のある材質を使用することで、長時間安定した作業が可能になります。次に、旋盤の設定精度をしっかりと管理することが求められるでしょう。特に、回転速度や送り速度を細かく調整し、リン青銅の特性に合った加工を行うことが大切です。実際の例として、経験豊富な職人が加工条件を細かく調整することで、極めて高い精度を実現しているケースがあります。最後に、加工後の品質検査も徹底して行うことが重要です。これらの方法を総合して適用することで、リン青銅旋盤加工の精度を大幅に向上させることができます。
5. リン青銅旋盤加工の精度を高める技術
精密機械の部品製造において、リン青銅旋盤加工の精度は極めて重要です。この精度を高める方法には、数点のキーポイントがあります。まず、旋盤の整備状態を常に最良に保つことが必要です。具体的には、定期的な清掃と、摩耗した部品の交換を行うことが挙げられます。次に、切削工具の質も精度に大きく影響します。高品質の工具を使用し、適切な切削条件を選定することで、加工精度を向上させることができるでしょう。また、リン青銅は比較的軟らかい材料であるため、切削速度や送り速度の調整が重要です。適切な設定により、バリが出にくく、滑らかな仕上がりを得ることができます。最後に、経験豊富な技術者による熟練の操作が、高い精度を出すための鍵となります。以上の方法を総合することで、リン青銅旋盤加工の精度は大幅に向上し、品質の高い精密機械部品の製造に寄与することが期待されます。
6. 旋盤加工の事例とリン青銅の応用
リン青銅旋盤加工の正確性は、精密機械の性能を左右する重要な要素です。高い精度を達成するためには、機械の保守管理、切削条件の最適化、専門知識が不可欠です。例えば、旋盤の定期的なメンテナンスは、加工精度を維持し続ける上で必要不可欠であり、工具の摩耗や旋盤の振動を最小限に抑え、精度の高い加工を実現します。また、リン青銅の特性に合わせた切削速度や送り速度の適切な設定も、品質を保つために重要です。これらの方法をしっかりと行うことで、リン青銅を使った部品は、時計やカメラなどの精密機械に必要な正確な寸法と品質を有するものへと加工されます。結論として、旋盤加工において精度を高めるには、適切な保守と切削条件の管理が不可欠であることが理解できます。
7. 精密切削加工とリン青銅の関係性
精密な旋盤加工は多くの分野で必要とされ、特にリン青銅はその優れた性質から、精密機械部品に不可欠です。この精度を高めるためには、適切な切削工具の選択、加工パラメータの最適化、そして熟練した操作が鍵となります。たとえば、リン青銅の高い延性に適した切削工具を選ぶことで、材料の損傷を最小限に抑えつつ加工することが可能です。また、カットの速度や送りの強度を細かく調整することで、微細なバリの発生を防ぎ、表面の滑らかさを保つことができます。さらに、経験豊かな技術者による精密なハンドリングは、一貫した品質を実現するために不可欠です。以上の方法を総合することで、リン青銅旋盤加工の精度は大きく向上し、高品質な精密機械部品の製造につながります。
8. リン青銅旋盤加工で使用される機械設備
リン青銅はその優れた機械的性質から、精密機械の部品などに用いられることが多い素材です。しかし、旋盤加工において精度を高めることは簡単ではありません。そのため、旋盤加工の精度を高める方法にはいくつかのポイントがあります。まず、適切な旋盤選びが重要です。加工に最適な旋盤を選ぶことで、初めから高精度な加工が可能となります。さらに、工具の状態を常に最良に保つことも重要です。切れ味が鈍ると加工精度に直接影響するため、定期的なメンテナンスが必須です。具体的な例として、工具の摩耗状態をチェックし、必要に応じて交換することが挙げられます。また、加工条件の最適化も欠かせません。切削速度や送り速度、切削液の使用など、細かい条件調整をすることで、より高い精度の加工が可能になります。最終的には、これらの方法を組み合わせて継続的に品質向上を図ることが、リン青銅の旋盤加工精度を高めるカギとなります。
9. 旋盤加工技術の最新トレンドとリン青銅
精密機械の製造において、リン青銅はその優れた機械的特性ゆえに重要な素材です。特に旋盤加工においては、リン青銅の加工精度が製品の品質を左右します。この精度を高める方法は、適切な工具の選択、加工条件の最適化、そして熟練した技術が必要です。例えば、工具はリン青銅特有の加工要件に適合したものを選び、切削速度や送り速度は材料の状態や加工形状に応じて調整します。また、定期的なメンテナンスにより、旋盤の精度を維持することが重要です。これらの要素を総合することで、リン青銅旋盤加工の精度を飛躍的に向上させることが可能です。精密機械の要求する高い品質基準を満たすためにも、これらの方法を積極的に取り入れるべきでしょう。
10. リン青銅旋盤加工におけるトラブルシューティング
リン青銅旋盤加工の精度向上は、精密機械製作において欠かせない要素です。なぜなら、リン青銅は耐摩耗性や弾性など優れた特性を持つため、精密部品の材料として多く用いられるからです。その精度を上げる方法として、まず工具の選定が重要です。高品質の切削工具を使用することで、加工面の仕上がりが向上します。次に、旋盤の振動を抑えるための工夫が必要です。具体例としては、切削速度の最適化や適切な冷却液の使用が挙げられます。これにより、加工中の微細な振動を減少させ、より高精度な加工が可能になります。最後に、定期的なメンテナンスは機械の精度を維持し改善する上で不可欠です。これらの方法を徹底することで、リン青銅の旋盤加工精度は飛躍的に高まり、精密機械製造の分野での信頼性と効率性を向上させることができます。
11. リン青銅旋盤加工に関するFAQ
精密機械の製造におけるリン青銅旋盤加工の精度は極めて重要です。精度を高める方法は、以下のポイントに注意を払うことで実現可能です。まずは工具の選定が重要で、適切な切削工具を使用することで、加工面の仕上がりが大きく改善されます。また、旋盤の振動を抑制するためには、工具とワークの固定方法を見直し、安定した加工が行えるようにすることが不可欠です。具体例としては、リン青銅専用の加工技術を持つ高品質な旋盤を選んだり、切削速度や送り速度の最適化を図ることが挙げられます。これにより、リン青銅特有の加工困難さを克服し、高精度な製品を製造することができるのです。結論として、リン青銅旋盤加工の精度向上は正しい工具選びと旋盤設定の最適化によって、効果的に実現することができます。
まとめ
リン青銅の旋盤加工では、切削油の適切な使用や工具の定期的なメンテナンスが精度向上の鍵となります。さらに、切削速度や刃先の形状にも注意が必要であり、これらの要素を正しく扱うことで製品の精度を高めることが可能です。